Спиральные редукторы

Пластиковая коробка передач экструдера
Пластиковый редуктор экструдера, производители редукторов экструдера, продажа редукторов экструдера, ремонт редуктора экструдера, редуктор экструдера стерлинга, двухшнековый редуктор экструдера
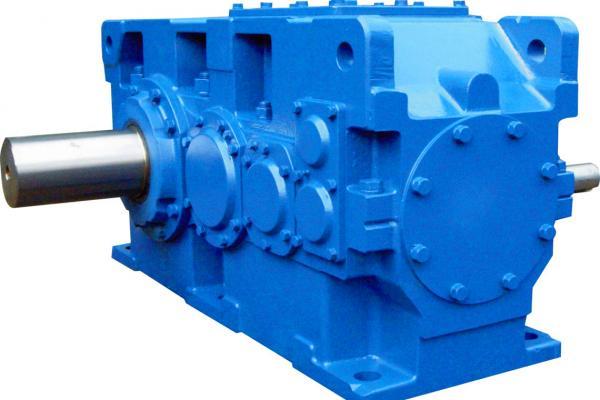
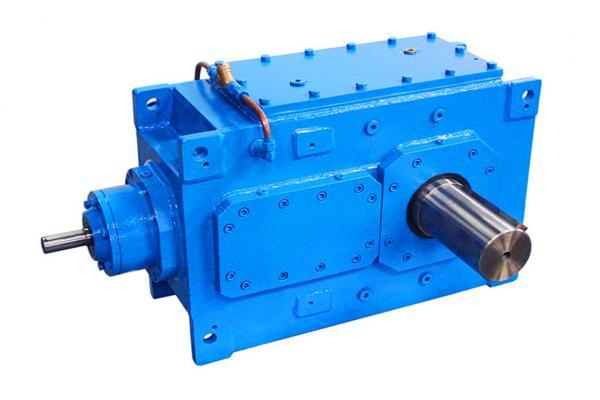
Серия ZLYJ твердую поверхность коробка передач являются высокоточной жестким зубчатым ремнем тяги компонент передачи сиденья предназначена для пластикового шнекового экструдера. Конструкция продукта соответствует техническим условиям, указанным в JB / T8853-2001. Для деталей шестерен и валов используется высокопрочная легированная сталь. Шестерня обрабатывается науглероживанием, закалкой и шлифованием. Точность передачи составляет GB10095-88.6. Твердость поверхности зуба HRC54-62. На переднем конце полого выходного вала установлен упорный подшипник увеличенного размера, который выдерживает рабочее осевое усилие винта. Основные стандартные детали, такие как подшипники и сальники, изготавливаются из отечественной высококачественной продукции, а также могут комплектоваться импортной продукцией в соответствии с потребностями пользователя. Вся машина имеет характеристики небольшого объема, высокой грузоподъемности, стабильной передачи, низкого уровня шума и высокой эффективности. Производительность продукта достигла передового международного уровня.

Тактико-технические характеристики:
Сочетание коробки и упорный подшипник противодействует осевое усилие, а выводное подшипник расположено на масляной камере редуктора для улучшения эксплуатационной надежности.
Небольшие корректировки могут быть использованы для регулировки межосевого расстояния
Высокая мощность передачи, выдерживает высокий крутящий момент и осевую силу
Специальный редуктор для экструдера представляет собой трансмиссионный компонент с жесткой поверхностью с высокой нагрузочной способностью и упорным седлом, разработанный с учетом аналогичных зарубежных продуктов для пластикового шнекового экструдера. Конструкция изделия соответствует техническим спецификациям, предусмотренным ZBJ19009-88. Его характеристики заключаются в том, что шестерни и детали валов изготовлены из высокопрочной легированной стали, обработанной цементацией, закалкой и шлифованием. Точность передачи: GB10095-88, уровень 6. Твердость поверхности зуба HRC54 ~ 62. Упорный подшипник большого размера расположен на переднем конце полого входного вала, чтобы противостоять осевому усилию винта. Вся машина имеет преимущества небольшого объема, высокой грузоподъемности, стабильной передачи, низкого уровня шума и высокой эффективности.
Особенности коробки передач экструдера:
—— Модульная конструкция, широкий диапазон передачи и прекрасное и разумное распределение;
—— Форма дизайна подходит для универсальной универсальной конфигурации установки;
—— Зубчатая передача шлифуется высокоточным зубофрезерным станком со сбалансированной трансмиссией, низким уровнем шума и КПД 98% между ступенями;


Экструзионная машина, предназначенная для коробки передач, применима в следующих условиях:
1. Скорость высокоскоростного вала редуктора не более 1500r / мин.
2, температура рабочей среды 0-35C. Когда температурный диапазон выходит за пределы допустимого, нагревательное или охлаждающее устройство может быть отдельно подготовлено в соответствии с требованиями пользователя.


- Введение
ZLYJ Пластиковые редукторы для экструдеров - это высокоточные жесткие редукторы, специально разработанные для одношнекового экструдера из пластмассы и резины. Принимая JB / T 8853-2001 Цилиндрическая пластиковая коробка передач экструдера В качестве эталона для проектирования в изделиях применяется высокопрочная низкоуглеродистая легированная сталь для зубчатых колес и зубчатого вала, с карбюратором, закалкой и шлифовкой боковых поверхностей зубьев, для обеспечения точности передачи на уровне 6 (GB / T 10095) и твердости бочка зуба HRC54 ~ 62. Огромный упорный подшипник установлен на передней части выходного вала, чтобы выдержать упор от винта.
- Используйте область
- Входное вращение первичного двигателя должно быть ≤ 1500 об / мин.
- Периферическая скорость зубчатой передачи должна быть ≤ 20m / s.
- Рабочая температура окружающей среды должна быть в пределах -40 ℃ ~ 45 ℃. Разогреть смазочное масло до температуры выше 0 ℃ или выбрать низкотемпературное смазочное масло, когда температура окружающей среды ниже 0 ℃.
Примечание:
- Вращение доступно как вперед, так и назад. Однако высокоскоростной вал некоторых типов пластиковых редукторов экструдера имеет односторонний масляный насос, направленный по умолчанию к выходному валу, который вращается по часовой стрелке.
III. Пластиковые экструдеры
Фирменные таблички продукта: При поставке все пластиковые редукторы экструдера прикреплены с фирменными табличками для указания типа, возможностей, даты производства, заводского номера и других функций в целях технического обслуживания, которые не должны удаляться случайным образом.
- Установка и подключение пластикового экструдера-редуктора
- Убедитесь, что основание пластиковой коробки передач экструдера ровное, надежное и устойчивое. Тщательно выложите установку в специальной рабочей среде. Когда все анкерные болты будут равномерно затянуты, убедитесь, что винт, вставленный в выходной вал, вращается свободно и регулярно.
- Соединение с компенсацией ошибок должно преобладать в отношении соединения пластикового редуктора экструдера с первичным двигателем. Убедитесь в концентричности соединительной части осевой средней линии входного вала редуктора пластикового экструдера. Проверьте осевое отклонение и угловое смещение, отклонение которых должно быть в пределах допустимого значения применяемой муфты.
- Проверьте дополнительную радиальную прочность вала редуктора пластикового экструдера в соответствии с образцом продукта при условии, что ременное колесо, зубчатое колесо и цепное колесо используются для ввода и вывода движущей силы редуктора пластикового экструдера. В средней части входного вала дополнительное радиальное усилие должно быть не более (Н), в котором входной момент пластикового редуктора экструдера (NM).
- После установки залейте в пластиковую коробку экструдера смазочное масло, пока оно не достигнет центральной линии указателя масла при равномерном распределении.
- Подключите и включите систему водяного охлаждения, чтобы проверить, не стекают ли соединения и не протекают ли
- Включите питание, чтобы временно запустить пластиковый редуктор экструдера без нагрузки. Проверьте, не течет ли смазочный трубопровод и не протекает ли, детали и узлы не ослабли и не появился ли шум. Пластиковая коробка передач экструдера может быть передана, если все в порядке.

Внимание:
◇ Отключите и предотвратите (с помощью предупредительной таблички и т. Д.) Повторное подключение электропитания к двигателю перед установкой муфт.
◇ Удар молотком или другими подобными инструментами не допускается при монтаже муфт и небольших зубчатых колес на конце вала.
◇ Убедитесь в правильности натяжения ремня при установке ремня колеса.
◇ Не устанавливайте и не удаляйте винт с усилием относительно выходной части.
◇ Защитный кожух должен быть установлен на внешних вращающихся частях пластикового редуктора экструдера (таких как муфта, ременный шкив и т. Д.).
◇ Тщательно удалите антикоррозийный материал, грязь или другие пятна с торца и поверхности фланца соединительного вала. Растворитель разрешается очищать, но он не должен попадать на манжетное уплотнение уплотнительных элементов конца вала.
- Эксплуатация пластикового редуктора экструдера
Экзамены перед операцией:
- Перед работой проверьте, есть ли в пластиковой коробке передач экструдера смазочное масло до соответствующего уровня внутри. Добавляйте масло в случае нехватки.
- Все соединительные части должны быть в безопасности. Все защитные устройства должны быть в комплекте.
- Проверьте, находится ли окружающая среда ниже 0 ℃, если да, предварительно подогрейте смазочное масло до уровня выше 0 ℃.

Работа пластикового редуктора экструдера:
- Запустите пластиковую коробку передач экструдера на 5 ~ 10 минут без нагрузки (если пластиковая коробка передач экструдера оснащена зубчатым насосом двигателя, сначала запустите насос), чтобы соответствующим образом смазать подшипники и шестерни. Если пластиковый редуктор экструдера используется впервые, после холостого хода, добавляйте нагрузки шаг за шагом при 20% от номинальной нагрузки каждый раз в течение 1 ~ 2 часов до полной номинальной нагрузки. Ввести в эксплуатацию, если все в порядке.
- Во время работы следите и время от времени записывайте повышение температуры пластикового редуктора экструдера. Если повышение температуры пластиковой коробки передач экструдера превышает 70 ℃ или температура масла превышает 100 ℃, остановите пластиковую коробку передач экструдера, чтобы выяснить и решить проблемы. При необходимости свяжитесь с нашим отделом послепродажного обслуживания. Замените смазочное масло перед повторным пуском пластиковой коробки передач экструдера.
- Пластмассовая коробка передач экструдера должна быть остановлена следующим образом: Выключите загрузочный бункер и после того, как все материалы в ведре были вывезены, отключите подачу питания на пластиковую коробку передач экструдера (если пластиковая коробка передач экструдера оборудована коробкой передач). насос двигателя, сначала выключите насос)
- Запускайте пластиковый редуктор экструдера каждые 2 - 3 недели в случае длительного простоя.
- Проведите антикоррозионные мероприятия внутри и снаружи пластиковой коробки передач экструдера в случае простоя в течение месяцев 6:
Залейте смазочное масло полностью, покройте конец вала и неокрашенную поверхность антикоррозийными восковыми материалами и защитите смазочной смазкой манжетное уплотнение уплотняющих частей осей от проникновения антикоррозийного покрытия.
Внимание:
◇ На ранней стадии эксплуатации масляный насос может издавать громкий шум из-за высокой вязкости смазочного масла и большого сопротивления всасыванию масляного насоса, который постепенно угасает вместе с повышением температуры смазочного масла.
◇ Если во время нормальной работы пластиковой коробки передач экструдера масляный насос издает сильный шум, почистите масляный фильтр, чтобы пропустить масляный трубопровод.
◇ Время от времени следите за утечкой масла в пластиковом редукторе экструдера во время его работы и, если есть, останавливайте пластиковый редуктор экструдера для решения проблемы.
- Ремонт и обслуживание
- Временной интервал ремонта и обслуживания
|
Интервал времени |
Ремонт и обслуживание |
|
Нормальная операция |
Проверьте температуру пластика Экструдер Коробка передач: не более 90 ℃ при использовании минерального смазочного масла не более 100 ℃ при использовании синтетического смазочного масла Проверьте, есть ли ненормальный шум пластикового экструдера коробки передач Проверьте, есть ли утечка из коробки передач экструдера для пластика. |
|
После 500 ~ 800 часов работы |
Первая замена смазочного масла после начальной эксплуатации Проверьте уровень масла, чтобы определить уровень масла |
|
Каждые 3000-часовые операции, не реже одного раза в полгода |
Проверьте смазочное масло и, в случае наружной или влажной среды, убедитесь, что содержание воды в смазочном масле должно быть не более 500ppm. Замените минеральное смазочное масло (рабочий час менее 8h в день) Очистите воздушную пробку |
|
Согласно условиям эксплуатации, по крайней мере, один раз в месяц 3 |
Замените минеральное смазочное масло (длительная непрерывная работа) Проверьте, есть ли потеря болта Проверьте ситуации загрязнения и смазки и охлаждения устройств Очистите фильтр от смазочного масла и при необходимости замените его. |
|
Согласно условиям эксплуатации, не реже одного раза в год |
Заменить синтетическое смазочное масло |
|
Согласно окружающей среде и условиям эксплуатации |
Улучшить или заменить защитную (антикоррозийную) краску на поверхности Очистить внешнюю поверхность и пластиковый экструдер коробки передач Проверьте вспомогательные устройства, оборудованные |
- Интервал времени замены смазочного масла

Регулярно заменяйте смазочное масло специального типа Plastic Extruder Gearbox, который работает в тяжелых условиях. На рисунке ниже показан временной интервал замены смазочного масла в нормальных условиях. CLP HC относится к синтетическому смазочному маслу PAO.
(1) Время работы (2) Непрерывная температура в масляной ванне (среднее значение 70 ℃)
VII. Анализ неисправностей и решения
|
Неисправности |
Причины |
Решения |
|
Неисправности |
Причины |
Решения |
|
Ненормальный и регулярный рабочий шум |
A. Шум при качении / фрезеровании: поврежден подшипник Б. Стук: неравномерная пробежка |
A. Проверьте смазочное масло и замените подшипник. B. Связаться с Guomao |
Утечка смазочного масла: поверхность соединения пластиковой коробки передач экструдера Торцевая поверхность пластикового экструдера Gearbox Крышка смотрового отверстия Plastic экструдера Gearbox Точка уплотнения приводного вала Пробка для слива масла Воздушная пробка |
Разрыхление соединительных деталей пластикового экструдера редуктора Ослабление крепежа Неправильная установка уплотнительных деталей Повреждение / истирание уплотнительных деталей Слабая связь Слишком большой уровень масла в смазочном масле Неправильная установка |
Проверьте соединительные болты и при необходимости затяните ослабленные Проверьте уплотнительную часть и при необходимости замените ее. Проверьте уровень масла / улучшите выхлоп Как связаться с Guoma |
|
|
Аномальный и нерегулярный рабочий шум |
Примесь смазочного масла |
Проверьте смазочное масло, остановите работу и свяжитесь с Guomao |
||||
|
Ненормальный шум в неподвижных частях коробки передач экструдера для пластика |
Крепеж пластиковый экструдер редуктор теряет |
Проверьте крепежи и используйте указанные |
||||
|
Слишком высокая рабочая температура |
А. к большому количеству смазочного масла Б. Старение и износ смазочного масла C. Обильные примеси в смазочном масле D. повреждение смазочного насоса E. Неисправность системы охлаждения |
A. Проверьте уровень масла и при необходимости внесите изменения B. Проверьте время замены смазочного масла C. Проверьте смазочное масло D. Проверьте смазочный насос и замените его. E. Проверьте систему охлаждения. |
Слишком высокая температура подшипника |
А. Недостаток смазочного масла Б. Старение и износ смазочного масла C. повреждение смазочного насоса D. повреждение подшипника |
A. Проверьте уровень масла и при необходимости внесите изменения B. Проверьте время замены смазочного масла C. Проверьте смазочный насос и замените его. D Проверьте подшипник и замените его. |
|
|
Слишком высокая температура в точке уплотнения конца вала в период обкатки |
Недостаточная очистка соединения конца вала при монтаже Обкатка уплотнительных деталей и конца вала |
Очистить конец вала Считайте это нормальным Связаться с Guoma |
При обращении в Guomao, пожалуйста, предоставьте следующую информацию:
|
Полные данные на шильдике |
- |
Типы и масштабы неисправностей |
- |
Время и явления произошедших неисправностей |
- |
Причины |


VIII. Выбор смазочного масла
Вязкость смазочного масла определяется в соответствии с периферической скоростью V, рабочей средой или методом смазки высокоскоростных передач:
Когда V≤2.5m / s или температура окружающей среды находится в пределах 35 ℃ ~ 50 ℃, выберите CKC320 для средней нагрузки для промышленного закрытого трансмиссионного масла или CKD320 для тяжелого промышленного закрытого трансмиссионного масла;
Когда применяется смазка V N 2.5m / s или принудительная циркуляционная смазка, выбирайте промышленное закрытое трансмиссионное масло средней нагрузки CKC220 или тяжелое индустриальное закрытое трансмиссионное масло CKD220 большой нагрузки.
Смазка
Не рекомендуется использовать консистентную смазку для коробки передач пластмассового экструдера. Свяжитесь с нами, если необходимо.
См приложение-Сравнительная таблица смазочных масел для отечественных и зарубежных смазочных нефтепродуктов
- Изнашиваемые детали
Перечень изнашиваемых деталей пластикового экструдера-редуктора
Упаковочный лист пластикового экструдера-редуктора
Приложение - Сравнительная таблица смазочных масел (минеральное смазочное масло):
|
Категории |
ISO VG |
AGMA |
Поставщик |
Тип смазочного масла |
Вязкость / 40 ℃ |
Точка замерзания ℃ |
|
Категории |
ISO VG |
AGMA |
Поставщик |
Тип смазочного масла |
Вязкость / 40 ℃ |
Точка замерзания ℃ |
|
220 |
220 |
5EP |
Аральское |
Degol BG220 |
220 |
-21 |
320 |
320 |
6EP |
Аральское |
Degol BG320 |
320 |
-18 |
|
|
BP |
Energol GR-XP220 |
210 |
-27 |
BP |
Energol GR-XP320 |
305 |
-24 |
|||||||
|
Castrol |
Альфа SP220 |
220 |
-21 |
Castrol |
Альфа SP320 |
320 |
-21 |
|||||||
|
Castrol |
Alphamax 220 |
220 |
-24 |
Castrol |
Alphamax 320 |
320 |
-18 |
|||||||
|
шеврон |
Индустриальное масло EP220 |
220 |
-12 |
шеврон |
Индустриальное масло EP320 |
320 |
-9 |
|||||||
|
богиня |
Сокол CLP220 |
220 |
-18 |
богиня |
Сокол CLP320 |
320 |
-18 |
|||||||
|
Эссо |
Спартанский EP220 |
226 |
-30 |
Эссо |
Спартанский EP320 |
332 |
-27 |
|||||||
|
Exxon |
Спартанский EP220 |
226 |
-30 |
Exxon |
Спартанский EP320 |
332 |
-27 |
|||||||
|
Лиса |
Ренолин CLP220 Plus |
223 |
-23 |
Лиса |
Ренолин CLP320 Plus |
323 |
-21 |
|||||||
|
залив |
Gulf EP Lubricant HD220 |
219 |
-19 |
залив |
Gulf EP Lubricant HD320 |
300 |
-12 |
|||||||
|
Клюбер |
Klüberoil GEM 1-220 |
220 |
-15 |
Клюбер |
Klüberoil GEM 1-320 |
320 |
-15 |
|||||||
|
Кувейт |
Q8 Goya 220 |
220 |
-21 |
Кувейт |
Q8 Goya 320 |
320 |
-18 |
|||||||
|
мобильный |
Mobilgear 630 |
207 |
-18 |
мобильный |
Mobilgear 632 |
304 |
-18 |
|||||||
|
мобильный |
Mobilgear XMP 220 |
220 |
-24 |
мобильный |
Mobilgear XMP 320 |
320 |
-18 |
|||||||
|
Molub-Alloy |
MA-90 / 220 |
220 |
-18 |
Molub-Alloy |
MA-90 / 320 |
320 |
-15 |
|||||||
|
Optimol |
Optigear BM220 |
233 |
-15 |
Optimol |
Optigear BM320 |
338 |
-15 |
|||||||
|
Petro Canada |
Ultima EP220 |
223 |
-30 |
Petro Canada |
Ultima EP320 |
320 |
-21 |
|||||||
|
Оболочка |
Омаловое масло F220 |
220 |
-21 |
Оболочка |
Омаловое масло F320 |
320 |
-18 |
|||||||
|
Texaco |
Меропа 220 |
209 |
-21 |
Texaco |
Меропа 320 |
304 |
-18 |
|||||||
|
Всего |
Картер EP220 |
220 |
-12 |
Всего |
Картер EP320 |
320 |
-12 |
|||||||
|
Tribol |
Трибол 1100 / 220 |
222 |
-25 |
Tribol |
Трибол 1100 / 320 |
317 |
-23 |
|||||||
|
GB5903-95 |
домашняя дела |
CKC220 |
198 ~ 242 |
≤-8 |
GB5903-95 |
домашняя дела |
CKC320 |
288 ~ 352 |
≤-8 |
|||||
|
GB5903-95 |
домашняя дела |
CKD220 |
198 ~ 242 |
≤-8 |
GB5903-95 |
домашняя дела |
CKD320 |
288 ~ 352 |
≤-8 |
|||||

Приложение - Сравнительная таблица смазочных масел (синтетическое смазочное масло PAO):
|
Категории |
ISO VG |
AGMA |
Поставщик |
Тип смазочного масла |
Вязкость, сСт |
Точка замерзания ℃ |
|
Категории |
ISO VG |
AGMA |
Поставщик |
Тип смазочного масла |
Вязкость, сСт |
Точка замерзания ℃ |
||
|
40 ℃ |
100 ℃ |
40 ℃ |
100 ℃ |
|||||||||||||
|
220 |
220 |
5EP |
богиня |
Intor HCLP220 |
220 |
25.1 |
-36 |
320 |
320 |
6EP |
богиня |
Intor HCLP320 |
320 |
33.9 |
-33 |
|
|
Эссо |
Спартанский синтетический EP220 |
232 |
26.5 |
-39 |
Эссо |
Спартанский синтетический EP320 |
328 |
34.3 |
-36 |
|||||||
|
Exxon |
Спартанский синтетический EP220 |
232 |
26.5 |
-39 |
Exxon |
Спартанский синтетический EP320 |
328 |
34.3 |
-36 |
|||||||
|
Лиса |
Ренолин Унисин CLP220 |
221 |
25.8 |
-42 |
Лиса |
Ренолин Унисин CLP320 |
315 |
33.3 |
-39 |
|||||||
|
Клюбер |
Klübesynth EG 4-220 |
220 |
26 |
-40 |
Клюбер |
Klübesynth EG 4-320 |
320 |
38 |
-40 |
|||||||
|
мобильный |
Mobilgear SHC XMP 220 |
220 |
28.3 |
-45 |
мобильный |
Mobilgear SHC XMP 320 |
320 |
37.4 |
-39 |
|||||||
|
мобильный |
Mobilgear SHC 220 |
213 |
26 |
-51 |
мобильный |
Mobilgear SHC 320 |
295 |
34 |
-48 |
|||||||
|
Optimol |
Optigear Synthic A220 |
210 |
23.5 |
-36 |
Optimol |
Optigear Synthic A320 |
290 |
30 |
-36 |
|||||||
|
Оболочка |
Масло Омалы HD220 |
220 |
25.5 |
-48 |
Оболочка |
Масло Омалы HD320 |
320 |
33.1 |
-42 |
|||||||
|
Texaco |
Pinnacle EP220 |
220 |
25.8 |
-48 |
Texaco |
Pinnacle EP320 |
320 |
35.2 |
-39 |
|||||||
|
Всего |
Картер EP / HT220 |
220 |
25 |
-39 |
Всего |
Картер EP / HT320 |
320 |
33 |
-36 |
|||||||
|
Tribol |
Трибол 1510 / 220 |
220 |
24.6 |
-42 |
Tribol |
Трибол 1510 / 320 |
330 |
33.2 |
-39 |
|||||||
|
Tribol |
Трибол 1710 / 220 |
220 |
- |
-33 |
Tribol |
Трибол 1710 / 320 |
320 |
- |
-30 |
|||||||
|
домашняя дела |
Great Wall |
4405/220 |
221.3 |
- |
-42 |
|
|
|
|
|
|
|||||
|
домашняя дела |
Great Wall |
4406/220 |
225.3 |
- |
-42 |
домашняя дела |
Great Wall |
4406/320 |
330.5 |
- |
-40 |
|||||

Принцип одношнекового экструдера
Единственный винт обычно делится на три секции по эффективной длине. Эффективная длина трех секций определяется в зависимости от диаметра винта и шага винта. Как правило, он делится на одну треть.
Последняя нить порта материала называется секцией транспортировки: материал должен быть здесь пластифицирован, но он должен быть предварительно нагрет и уплотнен. В прошлом старая теория экструзии считала, что материал здесь был рыхлым, а позже доказывала, что материал здесь на самом деле является твердой пробкой, то есть материал здесь является твердым, как пробка после сжатия, поэтому его функция до тех пор, пока задача транспортировки завершена.
Второй раздел называется разделом сжатия. В это время объем канавки постепенно уменьшается от большого к большому, и температура должна достигать степени пластификации материала. Здесь сжатие создается секцией транспортировки 3, где она сжимается до одной, которая называется степенью сжатия шнека - 3: 1, некоторые машины также изменились, и готовый пластифицированный материал входит в третью стадию.
Третья секция представляет собой дозирующую секцию, где материал поддерживает температуру пластификации, так же точно и количественно транспортирует расплавленный материал, что и дозирующий насос для подачи головки, и в это время температура не может быть ниже температуры пластификации, как правило, немного выше ,
Редактор энергосбережения экструдера
Энергосбережение экструдера можно разделить на две части: одна - это силовая часть, а другая - нагревательная часть.
Энергосбережение: большинство инверторов используются. Энергосберегающий метод заключается в сохранении остаточной энергии двигателя. Например, фактическая мощность двигателя составляет 50Hz, а для производства достаточно только 30Hz. Избыточное энергопотребление напрасно. Потраченный впустую, инвертор должен изменить выходную мощность двигателя для достижения экономии энергии.
Энергосбережение в нагревательной части: Большая часть энергосбережения в отоплении - это энергосбережение с помощью электромагнитного нагревателя, и уровень энергосбережения составляет около 30% ~ 70% старого кольца резистора.
процесс работы
Пластмасса поступает в экструдер из бункера и транспортируется вперед вращением шнека. Во время движения вперед материал нагревается стволом, срезается винтом и сжимается для расплавления материала. Таким образом, достигается изменение между тремя состояниями стеклообразного состояния, состояния высокой упругости и состояния вязкого течения.
В случае повышения давления материал в состоянии вязкого потока пропускается через фильеру, имеющую определенную форму, и затем становится континуумом, имеющим поперечное сечение и похожий на горловину внешний вид в соответствии с матрицей. Затем его охлаждают и формуют для образования стеклообразного состояния, получая, таким образом, обрабатываемую деталь.
Редактор композиции
В экструдере, как правило, наиболее простым и универсальным является одношнековый экструдер. В основном он состоит из шести частей: трансмиссии, подающего устройства, цилиндра, винта, головки машины и матрицы.

Раздел передачи
Передающая часть обычно состоит из электродвигателя, редуктора и подшипников. Во время процесса экструзии скорость шнека должна быть стабильной и не может изменяться при изменении нагрузки шнека, чтобы поддерживать однородное качество получаемого продукта. Однако в разных случаях может потребоваться смещение шнека для достижения требования, чтобы одно устройство могло выдавливать разные пластмассы или разные продукты. Следовательно, эта часть обычно использует двигатель коммутатора переменного тока, двигатель постоянного тока и другие устройства для достижения бесступенчатого изменения скорости, общая скорость вращения шнека составляет 10 ~ 100 об / мин.
Функция системы передачи - приводить в движение шнек, который обеспечивает крутящий момент и скорость, необходимые для винта во время процесса экструзии, обычно состоящий из двигателя, коробки передач и подшипника. Исходя из предположения, что структура в основном одинакова, стоимость изготовления коробки передач примерно пропорциональна ее внешним размерам и весу. Поскольку форма и вес коробки передач велики, это означает, что во время изготовления расходуется много материалов, а используемые подшипники также относительно велики, что увеличивает стоимость изготовления.
Устройство подачи
Большая часть сырья гранулируется, но также можно использовать полоски или порошки. В загрузочном оборудовании обычно используется конический бункер с объемом не менее одного часа. Запорное устройство предусмотрено в нижней части бункера для регулировки и сократить поток, и смотровое отверстие и установлены на стороне бункера дозирующего устройство. Некоторые бункеры могут также иметь устройство для сброса давления или нагревательное устройство, которое предотвращает поглощение влаги из воздуха, или некоторые из картриджей могут также иметь собственную мешалку для автоматической подачи или подачи.
хоппер
Бункер обычно выполнен в симметричной форме. На боковой стороне бункера открывается окно для наблюдения за уровнем материала и условиями подачи. Дно бункера имеет открывающую и закрывающуюся дверцу для остановки и регулировки количества подачи. Накройте верхнюю часть бункера, чтобы предотвратить попадание в него пыли, влаги и загрязнений. При выборе материала бункера лучше всего использовать легкие, устойчивые к коррозии и легкие в обработке материалы, как правило, с использованием пластин из алюминия и нержавеющей стали. Объем бункера зависит от размера экструдера и способа загрузки. Обычно количество экструдера в экструдере составляет от 1 до 1.5 часов.

Существует два типа кормления: ручное кормление и автоматическое кормление. Автоматическая подача в основном включает в себя пружинную подачу, дробеструйную подачу, вакуумную подачу, конвейерную ленту и тому подобное. Как правило, небольшие экструдеры загружаются вручную, а большие экструдеры загружаются автоматически.
Классификация способов кормления
Гравитационное кормление 1:
Принцип - Материал поступает в бочку под действием собственного веса, включая ручную подачу, весеннюю подачу и дробеструйную обработку.
Особенности - простая структура и низкая стоимость. Тем не менее, легко вызвать неравномерную подачу, что влияет на качество деталей. Подходит только для экструдеров небольшого размера.
2 Принудительное кормление:
Принцип - Установите устройство в бункере, которое подает внешнее давление на материал, выталкивая материал в цилиндр экструдера.
Особенности - можно преодолеть «мостовой» феномен, благодаря чему кормление будет равномерным. Подающий шнек приводится в действие шнеком экструдера через приводную цепь, чтобы отрегулировать его скорость до скорости шнека. Устройство защиты от перегрузки можно активировать, когда порт подачи заблокирован, что позволяет избежать повреждения устройства подачи.
Картридж
Обычно это ствол из металлического материала, изготовленный из легированной стали или композитной стальной трубы, облицованный легированной сталью. Его основными характеристиками являются высокая температура и сопротивление давлению, высокая износостойкость и коррозионная стойкость. Обычно длина цилиндра составляет от 15 до 30 его диаметра, а длина такова, что материал достаточно нагревается и равномерно пластифицируется. Ствол должен иметь достаточную толщину и жесткость. Внутренняя часть должна быть гладкой, но на некоторых стволах выгравированы различные канавки для увеличения трения с пластиком. Электронагреватели, устройства контроля температуры и системы охлаждения снабжены снаружи ствола резисторами, индукторами и другими средствами нагрева.

В стволе есть три вида материала:
(1) встроенный ствол
Способ обработки - обрабатывается на весь материал.
Преимущества - легко обеспечить высокую точность изготовления и точность сборки, может упростить сборочные работы, цилиндр равномерно нагревается, и больше приложений.
Недостатки - Из-за большой длины ствола и высоких требований к обработке требования к технологическому оборудованию также очень строги. Внутреннюю поверхность ствола трудно ремонтировать после износа.
(2) Комбинированный материал
Способ обработки - ствол обрабатывается в несколько этапов, после чего секции соединяются фланцами или другими формами.
Преимущества - простая обработка, простота изменения соотношения сторон, в основном используется для изменения соотношения сторон винта.
Недостатки - высокие требования к точности обработки, из-за большого количества сегментов трудно обеспечить коаксиальность каждого сегмента, фланцевое соединение нарушает равномерность нагрева цилиндра, увеличивает потери тепла, настройки и обслуживание системы нагрева и охлаждения. Более сложное
(3) биметаллическая бочка
Способ обработки - инкрустация или отливка слоя из легированной стали внутри основания из обычной углеродистой или литой стали. Он не только отвечает требованиям материала ствола, но и экономит материалы из драгоценных металлов.

Картридж втулки 1: Картридж оснащен сменной втулкой из легированной стали. Экономя драгоценные металлы, втулки можно заменить, а срок службы ствола увеличивается. Но его дизайн, изготовление и сборка более сложны.
2 Литейный цилиндр: слой сплава толщиной приблизительно 2 мм центробежно отливают на внутренней стенке цилиндра, а затем путем шлифования получают необходимый внутренний диаметр цилиндра. Слой сплава хорошо связан с основанием цилиндра, а соединение вдоль осевой длины цилиндра является относительно равномерным, не имеет склонности к отслаиванию, не растрескивается, имеет отличные характеристики скольжения и обладает высокой износостойкостью. долгая жизнь.
1) Открыта продольная канавка внутренней стенки секции подачи ствола
Чтобы увеличить скорость переноса твердых частиц, один из методов заключается в увеличении коэффициента трения поверхности цилиндра по теории переноса твердого тела. Другой способ заключается в увеличении площади материала на входном отверстии через поперечное сечение, перпендикулярное оси шнека. Формирование продольной канавки во внутренней стенке секции подачи ствола и конусности внутренней стенки секции секции подачи около порта подачи являются особенностями двух способов.
2) Ствол секции принудительного охлаждения
Существует также метод увеличения количества транспортируемых твердых веществ. Он предназначен для охлаждения цилиндра секции подачи, целью которого является поддержание температуры транспортируемого материала ниже точки размягчения или температуры плавления, чтобы избежать появления пленки расплава, чтобы сохранить свойство твердого трения материала.
При использовании вышеуказанного метода эффективность транспортировки увеличивается с 0.3 до 0.6, а объем экструзии менее чувствителен к изменениям давления в головке.


Шнек является сердцем экструдера и является ключевым компонентом экструдера. Производительность шнека определяет производительность, качество пластификации, дисперсию наполнителя, температуру расплава, энергопотребление и т. Д. Экструдера. , Это самая важная часть экструдера, которая может напрямую влиять на область применения и эффективность производства экструдера. Вращение винта оказывает экстремальное давление на пластик. Пластик может двигаться, повышать давление и получать тепло от трения в цилиндре. Пластик смешивается и пластифицируется во время движения цилиндра, и состояние вязкого потока. Расплав формируется при экструдировании, чтобы протекать через фильеру для получения желаемой формы. Как и ствол, винт также изготовлен из высокопрочного, жаростойкого и коррозионно-стойкого сплава.
Из-за разнообразия пластиков их свойства также различны. Следовательно, в реальной работе, чтобы приспособиться к различным потребностям обработки пластмассы, требуемые типы винтов различны, и структуры также различны. Чтобы максимизировать эффективность пластмасс, максимизировать транспортировку, экструзию, смешивание и пластификацию.
На рисунке показано несколько более распространенных винтов. Основные параметры, указывающие характеристики винта, включают в себя следующее: диаметр, коэффициент сжатия, степень сжатия, шаг, глубину канавки, угол спирали, зазор винта и цилиндра и тому подобное. Наиболее распространенный диаметр винта D составляет приблизительно от 45 до 150 мм. По мере увеличения диаметра шнека производительность экструдера соответственно увеличивается, а производительность экструдера пропорциональна квадрату диаметра шнека D. Отношение эффективной длины к диаметру рабочей части шнека (см. в качестве аспектного отношения, выраженного как L / D), обычно составляет 18 ~ 25. Большой L / D может улучшить распределение температуры материала, облегчить смешивание и пластификацию пластмасс, а также уменьшить утечки и обратный поток.



Улучшая производственную мощность экструдера, L / D большой шнек обладает высокой технологичностью и может использоваться для экструзии различных пластиков; однако, когда L / D слишком велик, пластмасса будет ухудшаться из-за времени нагрева и винта. Когда увеличивается собственный вес, свободный конец изгибается и провисает, что легко вызывает царапание материала между винтом и винт, и делает процесс производства трудным; Потребляемая мощность экструдера увеличивается. Слишком короткий винт может привести к плохой пластификации замешивания.
Половина разницы между внутренним диаметром цилиндра и диаметром шнека называется зазором δ, который может влиять на производительность экструдера. По мере увеличения δ производительность снижается. Обычно контроль δ предпочтительно составляет от 0.1 до 0.6 мм. δ невелик, материал подвергается сильному сдвиговому эффекту, что выгодно для пластификации, но δ слишком мал, сильное сдвиговое действие легко вызывает термомеханическую деградацию материала, и в то же время шнек легко подвешивается или трутся о стенку цилиндра, и когда δ слишком мало, утечка или обратный поток материала практически не происходит, что в некоторой степени влияет на перемешивание расплава.
Угол спирали Φ - это угол между резьбой и поперечным сечением винта. По мере увеличения Φ производительность экструдера увеличивается, но эффект сдвига и усилие прижима к пластику уменьшаются. Обычно угол наклона спирали составляет от 10 ° до 30 градусов. Между °, вдоль направления изменения длины винта, часто используя эквидистантный винт, принимая шаг, равный диаметру, значение Φ составляет около 17 ° 41 '
Чем больше степень сжатия, тем больше степень сжатия, которую получает пластик. Когда канавка неглубокая, она может создавать высокую скорость сдвига для пластика, что благоприятно для теплообмена между стенкой цилиндра и материалом. Чем выше эффективность смешивания и пластификации материала, тем ниже производительность; напротив, углубление глубоко. Ситуация как раз наоборот. Поэтому термочувствительные материалы (такие как поливинилхлорид) следует использовать с глубокими винтами; для пластиков с низкой вязкостью расплава и высокой термостабильностью (например, полиамид) следует использовать мелкие винтовые винты.

1. Сегментация винта
Когда материал движется вперед вдоль шнека, он подвергается изменениям температуры, давления, вязкости и т. Д. Это изменение отличается по всей длине шнека. В соответствии с изменяющимися характеристиками материала, винт можно разделить на добавление (отправку) сегментов материала и сжатие. Сегмент и сегмент гомогенизации.
1. Три состояния пластмасс и пластмасс
Пластмассы имеют два типа термореактивных и термопластичных. После того, как термореактивные пластмассы формуются и отверждаются, их нельзя нагревать и плавить. Термопластичное формованное изделие может быть подогрето и переплавлено в другие изделия.
При изменении температуры термопласт производит изменение состояния стекла в трех состояниях, состояния высокой упругости и вязкого течения. Повторные изменения с температурой, три состояния производят повторные изменения.
а. Различные характеристики расплава полимера в три-состоянии:
Состояние стекла - пластик выглядит как твердое тело; энергия теплового движения мала, межмолекулярная сила велика, деформация в основном обусловлена деформацией угла связи; после снятия внешней силы деформация мгновенно восстанавливается, что относится к общей деформации.
Высокоэластичное состояние - пластик является резиноподобным веществом; На деформацию влияет ориентация макромолекулярного растяжения, вызванная ориентацией сегмента, и значение деформации велико; после устранения внешней силы деформация может быть восстановлена, но зависит от времени, что является высокой упругой деформацией.
Состояние вязкого течения - пластмассы выглядят как высоковязкие расплавы; тепловая энергия еще больше усиливает относительное скольжение цепных молекул; деформация необратима и относится к пластической деформации
б. Переработка пластмасс и пластика в трех состояниях:
Обрабатывается в пластиковом стекле. Стрейч-обработка в высокоэластичном состоянии, такая как волочение проволоки, экструзия труб, выдувное формование и термоформование. В состоянии вязкой текучести он может быть покрыт, формован и отлит под давлением.
Когда температура выше, чем состояние вязкого потока, пластик термически разлагается, а когда температура ниже, чем состояние стекла, пластик охрупчивается. Когда температура пластика выше, чем состояние вязкого течения, или ниже, чем состояние стекла, термопласт имеет тенденцию серьезно ухудшаться и разрушаться, поэтому следует избегать двух температурных зон при обработке или использовании пластикового продукта.


Дверной и оконный профиль изготовлен из порошкового ПВХ. Пластиковый экструдер Gearbox широко используется в качестве оконного и дверного профиля, а также в качестве декоративного материала. Благодаря современным технологиям и оптимизированной конструкции, он отличается высокой производительностью, долгим сроком службы и, в конечном итоге, пластиком.
Пластиковый экструдер Gearbox - это производственная линия, предназначенная для экструзии пластиковых ПВХ-профилей и профилей Windos и поперечных коммуникационных кабелей, алюминиево-пластиковых композитных профилей и т. Д. Имеет стабильную пластификацию, высокую производительность, низкое усилие сдвига, длительный срок службы. и другие преимущества. ПВХ-профили можно использовать в строительстве и дома или в офисе.
Смазка и охлаждение, отопление
Шестерни и подшипники смазываются масляными ваннами и брызгами. В дополнение к брызг смазки, Редуктор с твердым покрытием серии ZLYJ и выше подшипники были добавлены в систему смазки масляного насоса для принудительной циркуляции смазки.
Смазочное масло относится к трансмиссионному маслу среднего класса N220 или другому высококачественному катковому маслу с аналогичной вязкостью.
Когда температура окружающей среды ниже, чем 0 ° C, в масляный резервуар добавляется электрическая труба для подогрева смазочного масла.
Когда температура окружающей среды выше, чем 35 ° C, наша компания выполняет расчет теплового баланса в соответствии со значением температуры, предоставленным пользователем, чтобы определить, следует ли увеличить охлаждающее устройство.


Цилиндрическая коническая коробка передач серии ZLYJ Закаленная модель редуктора:
Спецификации: ZLYJ112, 133, 146, 173, 200, 225, 250, 280, 315, 330, 375, 420, 450; SJY224, 250, 280, 315; ZSYJ315, 375, 395, 420, 450, 560; 6E, 7E, 8E, 9E, 10E, 12E, 15E, JHM и другие редукторы, предназначенные для пластмассовой и резиновой промышленности (могут быть настроены для различных нестандартных больших коробок передач).
Одношнековый экструдер Одношнековый пластиковый экструдер для пластиковых экструдеров
С наилучшими пожеланиями,
Черри Чжан (отдел продаж; мисс.)
NER GROUP CO., LIMITED
Яньтай Бонвей Производитель Лтд
Тел: 86
Мобильный: + 86-18865558975
www.planetary-gearbox.com
https://twitter.com/gearboxmotor
https://www.facebook.com/sogears1993
Viber / Line / Whatsapp / Wechat: 008618865558975
E-mail:
Адрес: № 5 Wanshoushan Road, город Яньтай, провинция Шаньдун, Китай.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![]()
Лучший сервис от нашего эксперта по трансмиссии прямо на Ваш почтовый ящик.
Наш сервис
Форма обратной связи
Yantai Bonway Manufacturer Компания с ограниченной ответственностью
ANo.160 Changjiang Road, Яньтай, Шаньдун, Китай (264006)
T + 86 535 6330966
W + 86 185 63806647